
2026-04-07 16:53 浏览量:19356 来源:品牌传播网
摘要
酱香型白酒的独特风味与典型微黄色泽,源自其“高温制曲、两次投料、九次蒸煮、八次发酵、七次取酒”的复杂工艺。其中,润粮发芽、高温堆积与蒸馏取酒是决定酒体品质的三个关键阶段。润粮发芽阶段通过激活糯高粱内源酶系,为酱香核心呈色、呈香物质(如多酚、酚醛、吡嗪类等)的生成提供关键前体;高温堆积阶段在微生物与高温条件的协同作用下,完成风味物质的合成与转化;蒸馏阶段则实现核心风味物质的有效富集与基酒定型。本文系统解析了上述三个关键阶段的核心控制点,明确了各控制点的工艺标准、作用机制及对酒体品质的影响,并结合核心化学反应方程式,阐明了物质转化路径。研究旨在为酱香型白酒的标准化生产和品质稳定提升提供理论依据与技术支撑。
关键词
润粮、发芽、高温堆积、特殊风味物质、关键控制点
1 引言
酱香型白酒(以下简称“酱香酒”)作为我国白酒的典型香型代表,以其“酱香突出、幽雅细腻、酒体醇厚、回味悠长”的独特风格享誉海内外。其酿造工艺复杂、生产周期长,品质显著受各工艺阶段参数的协同影响。 糯高粱是酱香酒酿造的核心原料,其处理过程尤为关键。润粮发芽阶段通过精准控温、控水,激活籽粒内源酶系,经一系列酶促水解与氧化反应,生成多酚、酚醛、氨基酸、还原糖等关键前体物质,为后续的微生物代谢与美拉德反应奠定物质基础。高温堆积阶段是酱香核心风味物质(如吡嗪类、芳香醛、酯类等)生成的关键时期,微生物的协同代谢与高温环境共同触发美拉德反应、斯特克尔降解等复杂反应,将前体物质高效转化为风味成分。蒸馏取酒阶段则通过物理分离与微弱的酯化反应,将堆积发酵产生的呈色、呈香物质有效提取并富集于基酒中,同时去除杂质,完成基酒品质的最终定型。
当前,酱香酒生产中仍存在工艺参数波动、过程控制不完善、究其原因,关键在于对各关键阶段的控制点认识不深、控制标准不统一,且对呈色呈香物质的转化反应机制缺乏深入理解,润粮发芽的作用,从来没有或很少有人去关心、去研究,笔者从事27年的生产经验及啤酒浸泡麦芽汁告诉我,发芽对固态白酒的呈香呈色起到关键性作用,特别是对酱香白酒的风味物质影响的作用更大,因此,系统研究润粮发芽、高温堆积、蒸馏取酒三个核心阶段的关键控制点,明确各控制点的工艺标准与作用机制,对于推动酱香酒酿造工艺的标准化、提升产品品质高质量发展,具有重要的理论意义与实践价值。
本文结合酿造实践,聚焦上述三个关键阶段,深入分析其关键控制点,研究呈香呈色的核心反应条件及工艺意义,以期为酱香酒的生产实践提供更科学指导。
2 酱香酒酿造关键阶段的关键控制点
2.1 润粮发芽阶段的关键控制点
润粮发芽阶段的关键控制点 润粮发芽阶段的核心目标是激活糯高粱内源酶系(包括淀粉酶、蛋白酶、单宁酶、脂肪氧化酶等),使籽粒均匀吸胀并达到轻度发芽状态(发芽率约90%,芽长约1-2 mm),从而在糖化、发酵时生成并释放酱香核心呈色、呈香物质的前体(如多酚、酚醛、氨基酸、还原糖等),同时需避免过度发芽导致淀粉过度损耗或酸败变质。 该阶段以有氧条件下的内源酶促反应为核心,关键控制点包括以下5个方面:
2.1.1 原料预处理与加水量控制
原料预处理的核心是去除糯高粱中的杂质、破损粒、霉变粒,避免杂质影响酶促反应效率及酒体纯净度。控制标准为:杂质含量≤0.5%,霉变粒含量≤0.1%,籽粒饱满度≥95%。
润粮水温要求65--75℃,设备为1.5--2m³的不锈钢圆形双层润粮桶,加水量是影响籽粒吸胀速度、发芽程度的关键因素,加水量不足会导致籽粒吸胀不均、酶激活不充分,无法生成足够的前体物质;加水量过多则会导致籽粒缺氧、滋生杂菌,引发酸败。控制标准为:加水量为糯高粱质量的55%~60%,以掩盖高粱10cm为准,加水后搅拌均匀,确保每粒高粱都能充分接触水分,无干粒、结块现象。
2.1.2 润粮温度控制
温度直接影响内源酶的激活效率与发芽速度,温度过低(<25℃)会导致酶活性不足,发芽缓慢,前体物质生成量少;温度高达(>75℃)会加速微生物繁殖,但会导致籽粒酸败,同时过度激活酶系,造成淀粉损耗。控制标准为:润粮结束后,发芽环境温度控制在25℃~35℃,高粱可正常发芽,不同的地区因环境温度不同,发芽温度有所变化。
有条件的企业,可以全程恒温,避免温度波动(波动范围≤±2℃),可通过恒温培养箱或车间温控设备实现温度稳定。控制温度在25℃~35℃之间,此温度区间为糯高粱内源酶的最适反应温度,可高效启动淀粉、蛋白质、单宁、脂肪的酶促转化。
(1)淀粉酶催化淀粉水解反应(还原糖生成核心)
糯高粱中支链淀粉为主要底物,在α-淀粉酶(液化)与β-淀粉酶(糖化)协同作用下分步水解,总反应式:

分步反应与说明:
① 支链淀粉液化(α-淀粉酶催化):

α-淀粉酶随机断裂淀粉分子的α-1,4糖苷键,将大分子支链淀粉分解为短链糊精,降低淀粉糊化度,为β-淀粉酶提供作用位点;反应最适pH5.2~6.0,温度偏离25~30℃会导致酶活性不可逆丧失。

β-淀粉酶从糊精非还原端依次断裂α-1,4糖苷键,生成D-葡萄糖(唯一产物),为后续美拉德反应提供核心糖源;该酶无法断裂α-1,6糖苷键,需糯高粱中脱支酶协同作用,完成支链淀粉的完全水解。
工艺意义:生成的葡萄糖是酱香酒酿造中所有碳基反应的核心底物,直接决定后续风味物质的合成量。
(2)蛋白酶催化蛋白质水解反应(氨基酸生成核心)
糯高粱贮藏蛋白(醇溶蛋白、谷蛋白)为底物,在蛋白酶(内切酶)与肽酶(外切酶)协同作用下水解,总反应式:

分步反应与说明:
① 蛋白质降解(蛋白酶内切酶催化):

内切酶随机断裂蛋白质分子内部的肽键,将大分子蛋白分解为小分子多肽,为肽酶提供作用底物;糯高粱中主要内切蛋白酶为天冬氨酸蛋白酶,最适pH4.5~5.0。
② 多肽水解(肽酶外切酶催化):

外切酶从多肽两端依次断裂肽键,生成游离氨基酸,其中天冬氨酸、谷氨酸、亮氨酸为酱香酒特征氨基酸,占总游离氨基酸的60%以上;反应最适温度28~30℃,温度低于25℃时肽酶活性下降80%以上。
工艺意义:游离氨基酸既是美拉德反应的关键氮源,也是吡嗪类、高级醇合成的唯一原料,其种类与含量直接决定酱香风味的丰富度。
(3)单宁酶促降解反应(酚类/酚醛核心生成反应)
红缨子糯高粱种皮中缩合单宁(原花青素)为底物,在单宁酶作用下断裂酯键与碳-碳键,总反应式:

特征分步反应(香兰素生成):

反应说明:
单宁酶为酯酶类,优先断裂缩合单宁中的酯键,生成芥子酸、咖啡酸等酚酸;酚酸在多酚氧化酶协同作用下发生脱羧反应,生成香兰素、丁香醛等酚醛物质;该反应为有氧反应,需堆积保障氧气供应,缺氧会导致反应停滞,单宁无法有效降解。
工艺意义:香兰素、丁香醛是酱香酒焦香、陈香的核心物质,阿魏酸是后续多酚氧化聚合的底物,也是酒体微黄色泽的前体。
(4)脂肪氧化酶促反应(醛类风味前体生成)
糯高粱中不饱和脂肪酸(亚油酸、亚麻酸,占总脂肪的70%以上)为底物,在脂肪氧化酶作用下发生过氧化反应,反应式:

反应说明:
脂肪氧化酶催化不饱和脂肪酸的双键发生过氧化,生成氢过氧化物,氢过氧化物自发分解为脂肪酸、己醛、戊醛等;该反应为微量反应,生成的醛类物质含量极低(mg/kg级),但阈值低,是酱香酒粮香的基础。
工艺意义:己醛、戊醛为低度挥发性醛类,赋予基酒清新的粮香,平衡酱香的厚重感,过量则会导致酒体出现生粮味。
2.1.3 发芽时间控制
控制标准:润粮吸胀(0~8h)+ 轻度发芽(8~24h),总时长≤24h,芽长≤2mm,淀粉损耗≤5%。
核心伴随反应:单宁酶催化单宁降解反应(同2.1.2(3)),此阶段为单宁降解的快速反应期,8~24h内酚醛物质生成量占总生成量的90%以上。
反应动力学说明:酶促反应速率随时间呈先升后降趋势,8h前为酶激活期,反应速率慢;8~24h为酶活性稳定期,反应速率达到峰值;24h后籽粒呼吸作用增强,淀粉大量消耗,酶底物不足,反应速率下降,同时杂菌开始繁殖,导致酸败。
2.1.4 堆积与翻拌控制
润粮发芽过程中,籽粒呼吸作用会产生二氧化碳,若供氧不足,会导致环境缺氧,滋生厌氧菌,引发籽粒酸败;翻拌不及时则会导致局部温度过高、水分不均,出现发芽不一致现象。控制标准为:确保环境正常供氧;每2h翻拌一次,每次3~5min,翻拌时动作轻柔,避免损伤籽粒,确保籽粒水分、温度均匀,一般要求人工翻拌3次。
工艺与反应意义:
1. 翻拌为有氧酶促反应(单宁酶促反应、脂肪氧化酶促反应、籽粒有氧呼吸)提供氧气,避免缺氧导致反应停滞,同时排出呼吸作用产生的CO₂,维持环境pH稳定;
2. 翻拌使籽粒温度、水分均匀,避免局部温度过高(>30℃)导致酶失活,确保酶促反应在籽粒中均匀进行,保证发芽一致性。
2.1.5 酸度与发芽率检测控制
控制标准:发芽率85%~90%,酸度≤0.3g/100g(以乳酸计)。
酸度来源核心反应(脂肪氧化酶促副反应):

反应说明:
该反应为微量副反应,正常情况下乳酸、乙酸生成量极低,酸度缓慢上升;当堆积不足、水分过多时,杂菌(乳酸菌、醋酸菌)大量繁殖,杂菌酯酶催化脂肪酸快速水解,有机酸生成量骤增,导致酸度超标(>0.3g/100g)。
工艺意义:酸度是判断酶促反应正常性的核心指标,酸度超标说明杂菌滋生,需立即干预,否则会导致前体物质分解,影响后续工艺。
2.2 高温堆积阶段的关键控制点
高温堆积阶段是酱香酒风味核心形成的关键环节,核心原理是利用堆积过程中微生物(芽孢杆菌、霉菌、酵母菌等)的协同代谢,在55℃~60℃高温下触发美拉德反应、斯特克尔降解、多酚氧化聚合等非酶反应,结合微生物代谢酶促反应,将润粮发芽阶段生成的前体物质转化为酱香核心风味物质。该阶段为酶促反应+非酶反应协同进行,微生物代谢酶为外源酶,美拉德反应等为非酶高温反应,以下为各核心反应方程式详细补充说明:
2.2.1 堆积温度控制
控制标准:初始温度30℃~32℃,自然升温至55℃~60℃,升温速率2~3℃/d,峰值温度保持24h。此温度区间为美拉德反应与吡嗪合成的最适温度,也是芽孢杆菌、霉菌的最适代谢温度,以下为核心反应方程式补充说明:
(1)美拉德反应(类黑精与芳香醛生成核心,非酶反应)
底物为润粮发芽阶段生成的葡萄糖(还原糖)与游离氨基酸,总反应式:

美拉德反应四阶段与关键说明:
① 起始阶段:葡萄糖与氨基酸发生缩合反应,生成席夫碱,席夫碱经环化生成阿马道里重排产物(ARP),此阶段无风味物质生成,为反应准备阶段;
② 中间阶段:ARP经脱水、脱羧反应生成α-二羰基化合物(吡嗪合成核心前体),同时生成糠醛、羟甲基糠醛等呋喃类物质;
③ 风味形成阶段:α-二羰基化合物与氨基酸发生斯特克尔降解,生成苯甲醛、安息香醛等芳香醛,以及氨、硫化氢等小分子物质;
④ 聚合阶段:小分子风味物质发生聚合反应,生成类黑精(大分子聚合物),类黑精为棕黄色,是酱香酒微黄色泽的核心物质。
工艺意义:美拉德反应为色香同源反应,既生成类黑精奠定酒体微黄底色,又生成芳香醛赋予酒体优雅香、坚果香,其反应程度直接决定酱香酒的色泽与基础风味。
(2)吡嗪类物质合成反应(酱香核心风味反应,酶-非酶协同)
底物为美拉德反应生成的α-二羰基化合物与游离氨基酸,在芽孢杆菌代谢酶催化下合成,总反应式:

特征反应(四甲基吡嗪生成):

反应说明:
吡嗪类物质的合成需高温与微生物酶协同,55~60℃高温为反应提供活化能,芽孢杆菌转氨基酶催化氨基酸脱氨基,生成的氨基与α-二羰基化合物的羰基发生缩合、环化反应,生成吡嗪环;四甲基吡嗪、二甲基吡嗪为酱香酒典型吡嗪类物质,占总吡嗪含量的70%以上。
工艺意义:吡嗪类物质是酱香酒的核心风味物质,阈值低(μg/L级)、香气活性强,其含量直接决定酱香的浓郁度,也是区分酱香酒与其他香型白酒的关键指标。
(3)微生物代谢有机酸生成反应(酶促反应)
底物为葡萄糖,在酵母菌、霉菌代谢酶作用下生成有机酸,反应式:

反应说明:
该反应为微生物的无氧呼吸副反应,堆积过程中局部缺氧环境触发酵母菌、霉菌的无氧呼吸,将葡萄糖分解为乙酸、乳酸等有机酸;有机酸生成量需严格控制,过量会导致酒体酸涩,不足则无法为后续酯化反应提供底物。
工艺意义:有机酸既是酒体酸味的来源,平衡酱香的甜味与香味,也是蒸馏阶段酯类合成的核心前体。
2.2.2 堆积时间控制
控制标准:48~72h,堆温达到峰值并稳定24h后结束堆积。
反应动力学意义:
美拉德反应与吡嗪合成反应均为慢反应,反应速率随时间呈线性上升,48h前为反应启动期,风味物质生成量少;48~72h为反应快速进行期,吡嗪类、类黑精等物质生成量占总生成量的95%以上;72h后前体物质(葡萄糖、氨基酸)消耗殆尽,反应停滞,同时杂菌大量繁殖,产生异味物质(如硫化氢、丁酸)。
2.2.3 糟醅水分控制
控制标准:糟醅水分52%~55%,不足时添加50℃热水,过高时加强堆积翻拌。
反应与工艺意义:
水分是微生物代谢酶促反应的介质,也是美拉德反应的溶剂,52%~55%的水分含量可:
1. 维持微生物细胞的渗透压,保证微生物活性与代谢酶分泌;
2. 使前体物质(葡萄糖、氨基酸)充分溶解,与微生物酶、反应位点充分接触,提升反应速率;
3. 调节堆积体系的热传导,避免局部温度过高导致反应失衡。
2.2.4 翻堆控制
控制标准:堆积过程翻堆2~3次,分别在堆温45℃、50℃、峰值稳定后进行,确保糟醅混合均匀。
反应与工艺意义:
1. 调节堆积体系的氧气含量,使有氧反应(微生物有氧代谢)与无氧反应(微生物无氧呼吸、美拉德反应)达到平衡;
2. 使糟醅温度、水分均匀,确保美拉德反应、吡嗪合成反应在糟醅中均匀进行,避免局部风味物质合成不足;
3. 排出堆积过程中产生的CO₂、硫化氢等有害气体,减少异味物质积累。
2.2.5 感官与理化指标检测控制
控制标准:感官(棕黄色、熟粮香+酱香前驱香、无异味);理化(酸度1.2~1.5g/100g、还原糖≥2.0g/100g)。
指标与反应的关联:
1. 还原糖≥2.0g/100g:确保前体物质未被过度消耗,为后续入窖发酵保留足够底物;
2. 酸度1.2~1.5g/100g:确保有机酸生成量适中,既为酯化反应提供底物,又不会导致酒体酸涩;
3. 棕黄色:说明类黑精生成量充足,酒体微黄色泽基础良好;
4. 酱香前驱香:说明吡嗪前体、芳香醛生成量充足,后续蒸馏可转化为核心酱香。
2.3 蒸馏阶段的关键控制点
蒸馏阶段的核心目标是将高温堆积发酵后糟醅中的核心呈色、呈香物质有效提取至基酒,同时去除杂质,该阶段以物理蒸馏(物质馏出)为主,伴随微弱的酶促酯化反应,无新的风味物质合成,仅实现核心物质的富集与分离,以下为核心反应方程式详细补充说明:
2.3.1 蒸馏温度与压力控制
控制标准:
蒸馏温度95-105℃,压力0.03-0.04 MPa,温度波动≤±3℃,压力波动≤±0.005 MPa。稳定的温压条件确保不同沸点的风味物质能够按序、均衡馏出:低沸点的醛类(95-100℃)赋予粮香,中沸点的芳香醛(100-102℃)贡献优雅香,高沸点的吡嗪、酚类(102-105℃)则是酱香、焦香及呈色的核心。
馏出规律与反应关联:
1. 低沸点物质(己醛、戊醛、乙酸):95~100℃馏出,为粮香、基础酸味物质;
2. 中沸点物质(芳香醛、酯类前体):100~102℃馏出,为优雅香、甜香前体;
3. 高沸点物质(吡嗪类、酚类、类黑精片段):102~105℃馏出,为酱香、焦香、呈色核心物质。
工艺意义:稳定的温度与压力确保各类风味物质均衡馏出,避免高沸点核心酱香物质无法馏出,或低沸点杂质过量馏出。
2.3.2 截头去尾控制
控制标准:酒头截取0.5~1Kg(总馏出量2%~3%),酒尾截取5%~7%。
工艺意义:酒头含大量低级醛、杂醇油(如甲醇、异戊醇),为有毒有害杂质,口感辛辣;酒尾含大量高沸点杂质(如脂肪酸、多糖)与水分,口感浑浊、味淡,截头去尾可提升基酒纯净度与口感协调性。
2.3.3 流酒速度与酒精度控制
控制标准:流酒速度控制在3~4斤/分钟,基酒酒精度53%vol±1%vol。
工艺意义:53%vol为酱香酒的最佳酒精度,此时酒体中醇、酯、酚等物质达到分子缔合平衡,稳定性最强;匀速流酒可确保核心风味物质与酒精度同步富集,避免风味物质馏出不充分或过度浓缩。
2.3.4 基酒色泽与感官检测控制
控制标准:感官(微黄透明、酱香+焦香、无异味);理化(总酯≥2.5g/L、总酸≥1.4g/L、总酚≥0.3g/L)。
核心伴随反应(微弱酯化反应,酶促):
底物为高温堆积阶段生成的有机酸(乙酸、乳酸)与微生物代谢生成的高级醇(异戊醇、异丁醇),在糟醅中残留的酯酶催化下发生酯化反应,总反应式:

特征酯化反应:
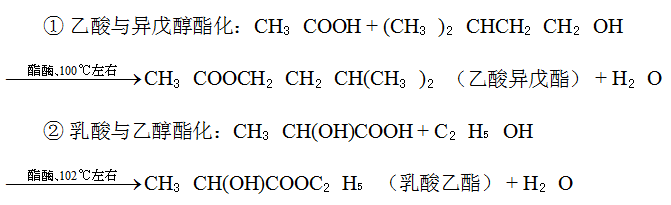
反应说明:
该反应为微弱可逆反应,蒸馏阶段的温和加热(95~105℃)为反应提供活化能,糟醅中残留的酯酶为催化剂,酯类生成量占总酯的10%~15%(大部分酯类在入窖发酵阶段生成);反应为气-液两相反应,生成的酯类直接进入酒汽,富集于基酒中。
工艺意义:酯类物质(乙酸异戊酯、乳酸乙酯)是酱香酒果香、甜香的主要来源,可平衡酱香的厚重感,提升酒体的风味协调性,总酯含量≥2.5g/L是酱香酒品质的核心指标之一。
3 结论与展望
润粮发芽、高温堆积、蒸馏取酒是酱香酒酿造中决定酒体品质的三个核心阶段。本文通过系统解析各阶段的关键控制点及核心化学反应,得出以下结论:
1、润粮发芽阶段是前体物质生成阶段。通过精准控制温度(25-35℃)、水分和氧气,激活糯高粱内源酶系(淀粉酶、蛋白酶、单宁酶等),将大分子物质高效转化为葡萄糖、氨基酸、酚醛等关键前体,为后续风味合成奠定了物质基础。其控制水平直接决定了酱香酒的品质上限。
2、高温堆积阶段是风味物质合成阶段。在55-60℃的高温与微生物协同作用下,美拉德反应、吡嗪合成反应等被高效触发,将前体物质转化为吡嗪类、类黑精、芳香醛等核心呈色呈香物质。此阶段的升温速率、水分与氧气控制是反应充分且无异味生成的关键。
3、蒸馏取酒阶段是风味物质富集与基酒定型阶段。通过稳定的温压控制、科学的截头去尾和流酒速度控制,将堆积阶段产生的风味物质按沸点有序分离并富集,同时伴随微弱酯化反应补充酯类物质,最终形成“微黄透明、酱香突出”的典型基酒。
本文明确了各阶段的物质转化路径与工艺关联,强调了润粮发芽作为“前体生成关键阶段”的核心价值。未来,可进一步结合现代分析技术,深入研究各核心反应的动力学参数(如反应速率、活化能),建立反应程度与工艺参数的量化关系模型。同时,可将智能化控制技术应用于关键阶段的精准调控(如温、湿、氧的自动控制),实现工艺参数的自动化与反应过程的精准把控,从而进一步提升酱香酒酿造的标准化水平与品质稳定性,推动白酒行业产业向更高质量方向发展。
参考文献
1、沈怡方. 白酒生产技术全书[M]. 北京: 中国轻工业出版社, 1998.
2、王润明. 白酒勾兑技术[M]. 北京: 中国化学工业出版社, 2007.
3、杨昌盛. 大曲酱香夏季掉排的原因及解决措施[J]. 酿酒科技, 2016(5): 263-265.
4、陆寿鹏. 白酒工艺学[M]. 北京: 中国轻工业出版社, 1992.
5、沈怡方. 白酒生产技术发展回眸[J]. 酿酒科技, 2016(11): 17-22.
6、孙宝国, 等. 中国白酒风味化学研究进展[J]. 中国食品学报, 2020, 20(2): 1-8. [7] 范文来, 徐岩. 酱香型白酒风味物质研究进展[J]. 食品与发酵工业, 2021, 47(11): 274-281. [8] 邱树毅, 等. 基于高通量测序技术的酱香型白酒酿造微生物多样性研究[J]. 中国酿造, 2022, 41(3): 1-7. [9] 胡峰, 等. 红缨子糯高粱酿造特性及其在酱香型白酒中的应用研究进展[J]. 酿酒科技, 2023(1): 88-93. [10] 陈笔, 等. 酱香型白酒高温堆积过程关键风味物质及微生物群落演替规律研究[J]. 食品科学, 2024, 45(2): 150-158.
作者简介:
1、杨胜霖,贵州理工学院酿造工程系,CULSC第十届全国大学生生命科学竞赛三等奖获得者,研究方向:白酒生产工艺,微生物与代谢产物形成机理,风味物质与酒体关系。
2、杨昌盛(1978-),男,贵州黄平人,大专,发酵专业,国家高级级品酒师、酿造工程师,中国食品药品企业质量安全促进会白酒专家委员会委员,2021年度中国酒业华夏奖“十大新锐人物”。
上一篇:守匠心铸品质 应变局谋新篇 ——专访酿酒大师张金修 深度解读中国酒业现状与未来
下一篇:宽窄研究院:川酒川药·天府双宝 养生新酒饮专家品鉴发布会在成都举行

蜀ICP备16018953号-1
 川公网安备 51010702000323号
邮箱:sssdcb@126.com 传播推广微信:zgspbw
川公网安备 51010702000323号
邮箱:sssdcb@126.com 传播推广微信:zgspbw
中华人民共和国增值电信业务经营许可证:川B2-20210370号
品牌传播网版权所有,未经授权禁止使用
声明:本网站内容未经书面授权不得转载与镜像
Copyright © 2019-2026 by www.sssdcb.com. all rights reserved


